Kvaliteta rezane građe ovisi o svojstvima okrugle grede, točnije, o prisutnosti pukotina u njima.
Kvaliteta rezane građe ovisi o znakovima okrugle grede, odnosno prisutnosti nedostataka u njima.
Regulatorna dokumentacija o greškama ima više od 80, ali je stupanj materijala određen samo 10 vrstama nedostataka (znakova).
Stoga, prije razumijevanja sortiranja rezane građe, potrebno je razumjeti koji znakovi oblovine utječu na taj proces.
O sorti oblovine i drva
U početku je okrugla drva, ovisno o vrsti drva, podijeljena u dvije skupine: crnogorično i listopadno. Sljedeći korak je podjela u debljini. Za obje skupine drva u debljini postoje tri tipa: mali, srednji i veliki.
Po vrsti obrade okruglo drvo je podijeljeno u četiri skupine. Može biti:
- Koristi se u okruglom obliku.
- Pretvoriti u drvenu pulpu ili reciklirati u celulozu.
- Pretvaraju se u furnir guljenjem ili ravnanjem.
- Pretvorite u drvo.
-
- 1 stupanj dobiva se iz stražnjice trupca, u kojoj praktički nema čvorova;
- 2 stupnja dobiva se iz stražnjeg i srednjeg dijela, s malim brojem čvorova; 26> 3 i 4 razreda mogu se dobiti iz bilo kojeg dijela dnevnika;
- najviša, odabrana ocjena označena je u zasebnoj kategoriji.
- za ploču - po njegovoj najgoroj strani ili rubu,
- za šipku ili šipku - od najgore strane.
- čvorova, bojanje gljiva i trulež, kemijsko bojanje,
Sortiranje u postupku sortiranja piljene građe određeno je:
Od kojeg dijela piljenog biča koja se vrsta drva može dobiti, to je jasno na slici 1.
Glavni znakovi razreda su:
tragovi koje su ostavili insekti, pucanje i deformacija, posljedice narušavanja oblika trupa; oštećenja strukture drva; - rana;
- prirodne (normalne) naslage drva;
- defekti tretmana i oštećenja kod transporta.
- Dolazni materijal (zapisi) se bilježi. To se može učiniti ručno ili pomoću linije automatskog prihvaćanja. Obrezivanje i piljenje, na primjer, na pločama.
- Neobrađene ploče za sortiranje pomoću lokalne linije.
- Podnošenje ploča posebnim strojevima, koji tvore hrpu, koja ide dalje do sušare.
- Sušenje dasaka i njihovo pomicanje u stupovima unutar sušare.
- Podnošenje ploča na liniju za suho sortiranje.
-
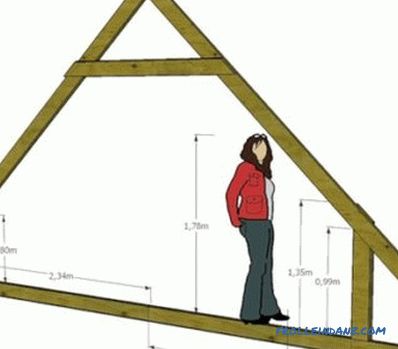
Mauerlat: kako izračunati njegove dimenzije?
Mauerlat: konstrukcijske dimenzije. U kojim slučajevima nije potrebno izračunati veličinu mauerlat? Specifičnost rada energetske ploče. Dvije vrste glavnih vrpci gornjeg pojasa zidova. 5'12 "53" 12
Drvo je podijeljeno u četiri razreda:

Slika 2: Uzorak rezanja bičevima.
U procesu sortiranja drvne građe, kao rezultat, svaki razred mora zadovoljiti specifične zahtjeve za odsutnost nedostataka. Naveli smo samo zahtjeve za čvorove i pukotine.

Tablica sorti sirovog drva i drva stabljike. Odabrani izbor. Nikakvi nedostaci, osim čvorova, nisu dopušteni. Čvorovi mogu biti najviše 2 na 1 m duljine. Na rubovima ploča dopušteni su dijelovi čvora čija veličina ne prelazi 20% promjera. 5
- 1. razred. Ne bi trebalo biti čvorova promjera većeg od 10 mm, čvorova koji mogu ispasti u bilo koje vrijeme i udubljenja koja su ostala od već ispuštenih čvorova. Ukupna duljina pukotina (ne kroz) ne smije prelaziti četvrtinu duljine materijala. 27 ° 2. Ne smije biti ispadajućih čvorova i zdravih čvorova čiji promjer prelazi 20 mm. Ukupna dužina pukotina (ne kroz) ne smije prelaziti jednu trećinu duljine materijala. 27 stupanj. Dopušteni su gotovo svi nedostaci. 27 ° 26 stupnja. Škripci nisu određeni za određeni proizvod, već za materijal od 1 m
Automatizacija procesa piljenja
Prije razmatranja procesa sortiranja, preporučljivo je uspostaviti njegovo mjesto u lancu automatiziranog sustava upravljanja (ACS) obrade drva u poduzeću, tj. Kretanje trupca od ulaska u poduzeća do gotovih proizvoda. Ovako izgleda ovaj slijed.

Šema rezanja debla stabla.
Dalje, paketi se formiraju prema rezultatima sortiranja.
Ispostavlja se da raspodjela drvne građe po stupnjevima počinje nakon piljenja trupca, tj. Iz iste okrugle grede, može se dobiti drugačiji kvalitetan materijal koji suha linija za sortiranje obavlja. U procesnom lancu se linija za sortiranje nalazi nakon sušenja.
Takvo mjesto lokalnog podsustava za sortiranje drvne građe u procesnom lancu ACS-a omogućuje otkrivanje čvorova koji ispadaju nakon sušenja i oštro identificiraju druge nedostatke.
Automatizacija procesa sortiranja drvaU procesu izrade ploče, sortiranje se provodi dvaput: prije i nakon sušenja.
Pri pripremi za sušenje izvodi se djelomično rezanje ploča kako bi se uklonili defekti na njihovim krajevima.Ploče su sortirane po veličini drva i poprečnog presjeka. Nakon sušenja sortiraju se po kvaliteti, au posljednjoj fazi dijele se po dužini.
Dijeljenje po veličini poprečnih presjeka potrebno je za formiranje ravnomjernih vrećica za sušenje, koje odabiru odgovarajući način i trajanje sušenja. Debljina i širina mjere se bilo gdje na ploči, ali ne bliže od 150 mm od njezinih krajeva. Za niskokvalitetne ploče paketi se mogu oblikovati samo prema njihovoj debljini. Sustav za sušenje drva.
U ovoj fazi operater pruge, nakon što je dobio podatke o dimenzijama, šalje proizvod na odgovarajući pogon, u kojem se stvara unaprijed određeni broj, nakon čega se pogon otvara i materijal se prenosi u sušionicu. U trgovini oblikujte vreće za sušenje.
Dijeljenje drva po kvaliteti može se izvršiti od strane regulatora kada se ploče nalaze na mitralnim stolovima u pilani. Međutim, na stolovima više od 7-8 ploča u minuti, kontroler neće moći sortirati.Glavna podjela se izvodi na transportnim transporterima. Kontrolu provodi nekoliko radnika-nadzornika. Oni su raspoređeni u nizu duž transportera i ručno mijenjaju smjer kretanja ploča na odgovarajući pogon.
Takva metoda je daleko od automatskog, ali se ne može nazvati automatizirana. Može se govoriti o automatizaciji procesa ako ploča okreće ploču tako da operater ima mogućnost pregledati ploču sa svih strana i, nakon što je odlučio koju ocjenu uključiti, pošaljite je na odgovarajući pogon. Da bi to učinili, na transporteru postoje vrata koja on kontrolira.
Operator može, po svom nahođenju, promijeniti ocjenu ploče. Ponekad se dogodi da, uzimajući u obzir cijelu duljinu ploče, odgovara 3. razredu. No, postoji dio dovoljne duljine u kojem broj defekata zadovoljava zahtjeve više klase.
Jasno je da je ova metoda podjele po sortama neučinkovita i pogodna je samo za industrije s malim volumenom proizvoda. Za velike pilane je ekonomično praviti automatske linije.
Niste pronašli odgovor u članku? Više informacija na temu:
traži
povezani članci
primjena, kako izvršiti izolacijski sloj (videozapis)
Piljevina kao grijač je otpad nakon obrade drveta u obliku najfinije drvene prašine i strugotine. Ovaj prepoznatljivi materijal se dugi niz godina koristi kao toplinski izolator, jer može dugo zadr...
Kako obložiti strop klapne do-it-yourself: alati, instalacijski koraci (video)

Obloga od prirodnog drva je dugo vremena popularan završni materijal. Ime je dobila zbog činjenice da se u zoru njegove upotrebe ovaj materijal koristio samo za pokrivanje zidova automobila. Od tad...
Vizir preko trijema vlastitim rukama

Među atributima projektiranja fasada stambenih zgrada, posebna pozornost posvećena je trijemu, koji se nalazi na ulazu u kuću i prvenstveno karakterizira okus vlasnika. Prema opće prihvaćenom mišlje...
Instaliranje krovnih prozora učiniti sami
Želja da se poveća površina stambenog prostora učinila je tavan vrlo popularnim prostorom. Prostor, koji je bio tamno hladno potkrovlje, zbog preinaka i izolacije postaje punopravna soba, njegova rasv...